联系我们

服务热线:18369786288
联系人:王经理
手机:18610058288
地址:山东济宁市南外环济鱼路口
网址:www.jnbstgm.com
联系人:王经理
手机:18610058288
地址:山东济宁市南外环济鱼路口
网址:www.jnbstgm.com
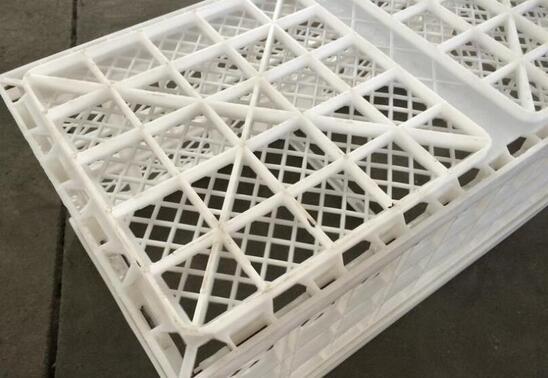
中空板周转箱的清洁,主要是在一般的生产区、洁净区容器具清洁间,在对中空板箱进行清洁时,会使用到清洁用容器、乳胶手套、抹布以及刷子等,清洁的顺序是由内向外,由上向下,以及先边角后平面。
1、将待清洁的周转箱送入容器具清洁间内,然后将抹布蘸上清洁剂,清洁中空板箱的把手、棱角以及底部等这些部位,要清洁干净,没有污迹。
2、将抹布蘸上清洁剂,按由内向外、由上向下的顺序,清洁中空板箱的平面部分,要清洁干净,没有污迹。
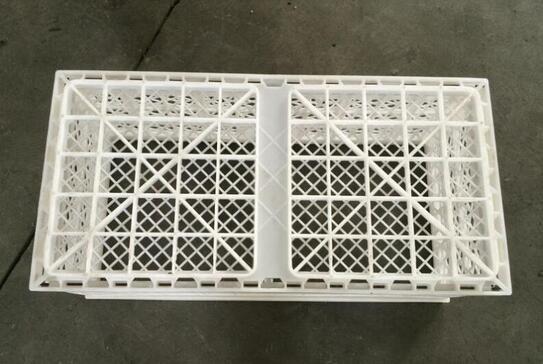
3、用水将中空板箱清洗三遍,将周转箱浸入水中,大概浸没3厘米左右,然后用抹布擦干净,最后置于容器具清洁间,进行自然干燥。
4、一般是采用擦拭法进行消毒,使用消毒剂。
5、中空板周转箱消毒结束后,置于容器具清洁间,进行自然干燥,且要填写清洁消毒的日期及有效期。折叠箱采用正确的方法及时对中空板周转箱进行清洗,保证周转箱的正常使用,将其效用发挥到最大化。

1、中空板用材料按一次成型塑料制品的用料量,由料斗加入到注塑机的机筒内、转变的螺杆推动材料前移,与此一同材料接收机筒外部的加热。由于材料在机筒内既要受热升温,又要因螺杆上螺纹容积的逐渐减小而受紧缩,再加上不断转变螺杆的螺纹使翻动前移物料间及物料与机筒间的抵触等多种条件作用,使材料在被推动前移的一同逐渐被塑化成熔融态。至螺杆前端的熔料,由于受喷嘴的阻力而发作反螺杆螺纹推压力,跟着螺杆推动熔料前移量的增加,则发作的这个熔料反推压力也逐渐增加,当这个反推压力大于油缸活塞对螺杆的推力和抵触阻力时,螺杆初步撤离、一同初步料斗的加料计量。螺杆撤离的距离大小由一次成型注塑制品的注射料量来抉择,由生产前调整好的行程限位开关控制。撤离的螺杆碰到行程开关后,则间断转变和撤离,结束一次预塑化材料程序。
2、中空板合模有些结束锁模动作后,注射座被油缸活塞推动前移,直至喷嘴紧靠衬套口;然后注射油缸活塞推动螺杆灵敏前移,按熔料进入成型模具中所需要的压力和活动速度,把熔料写入成型模具空腔内。为防止注满成型模具腔内的熔料回料和及时补偿熔料冷却固化前的熔料缩短量,结束注射的喷嘴仍然紧靠在衬套口上,而且保持着一定的压力,这个进程称为保压、降温定型。中空板保压、降温定型抵达预先设定的时辰后,即制品固体成型结束。注射座被油缸活塞拉动撤离,初步螺杆的第2次预塑化,成型模具翻开,制品被顶出模腔,结束中空板的注塑全进程。
这样一来是不是您对于这种塑料制品的清洗保养细节以及中空板的建造过程有了一个十分详细的了解了呢?同时也希望这些内容能够对您产生真正的有利的帮助。